0519-86530578
0519-86530578

企业名称:常州精华数控设备有限公司
联系人:何经理
手机:13815078128
电话:0519-86530578 86526626
邮箱:master@jhsk.cn
传真:0519-86531265
地址:江苏省常州市武进高新技术开发区西湖路120号
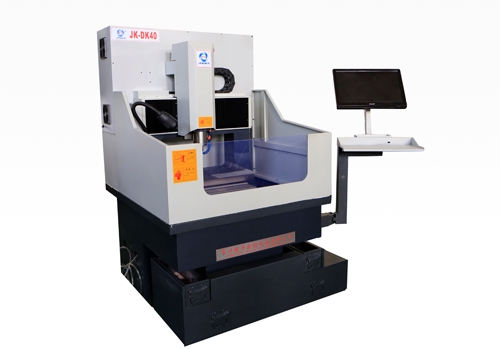
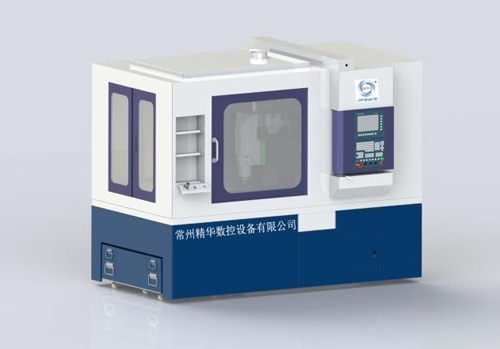
模具精雕机在生产工作的过程中可能出现以下的故障,现整理了可能出现的故障和解决方法。
故障 | 故障原因 | 排除方法 | |
电机发热 | 加工方法不当,如转速低、吃刀量过大。 | 选择合理的方法进行加工。 | |
冷却液温度过高,影响电机散热 | 降温,观察电主轴冷却机工作是否正常(配套电主轴冷却剂的机型)。 | ||
水泵故障,有异物堵塞水管,导致流通不畅。 | 清理冷却箱及水泵异物,是流通顺畅。 | ||
钻孔偏 | 刀具装卡不正,跳动较大。 | 按要求重新装卡刀具。 | |
刀具夹持不紧,在卡头内串动。 | |||
钻头顶刃不在圆心或已磨损。 | 更换钻头。 | ||
钻人工件时速度过高。(特别对硬质材料及非平面加工工件,一定要低速入钻,并且要用短刃钻)。 | 降低下钻速度,采用短刃钻。 | ||
刀具外露部分太长。 | 减少刀具外露部分长度。 | ||
轴承磨损丧失精度,造成轴系跳动。 | 需要更换轴承。 | ||
刀具装不正 | 卡头,压帽和电机轴头线内的残屑没有清理干净。 | 及时清理卡头中的异物。 | |
没有按要求装卡刀具。 | 按要求重新装卡刀具。 | ||
刀柄深入刀具时。 | 刀柄深入刀具卡头内的长度必须≥18mm。 | ||
卡头使用时间过长磨损后丧失精度。 | 需要及时更换卡头。 | ||
噪音过大 | 主轴受到撞击,轴承局部受损。 | 需要及时更换轴承。 | |
轴承正常磨损。 | |||
电机轴端 螺纹脱扣 | 压帽上得不正、或压帽内有费屑,旋紧过程中强行加力。 | 更换主轴电机,要按规矩上刀。 | |
刀具卡头 带不下来 | 上刀时,卡头没有按要求放入压帽、或者是卡头、或者是压帽已有故障。 | 应使用小工具设法取出卡头,严禁敲打电机轴,处理后要更换压帽。 | |
电机主轴锥面和卡头受损 | 上刀时,卡头没有按要求放入压帽、或者是卡头、或者是压帽已有故障。处理结果不当造成伤害。 | ||

手机站二维码